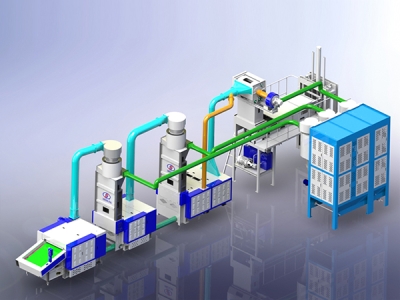
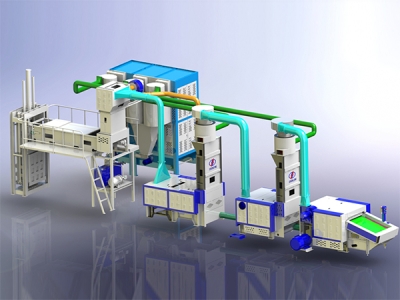
无纺布开花机的核心工作原理是通过机械撕扯、梳理和气流作用,将成团的无纺布边角料、废旧纤维等原料分解为均匀松散的单纤维状态,同时去除杂质,为后续再生利用或新材料生产提供优质纤维原料。其工作流程可拆解为原料喂入→预开松→精细开松→除杂净化→纤维输出五大核心环节,具体原理如下:
- 喂入机构
- 原料(如无纺布边角料、废旧衣物、化纤团块)通过人工或传送带送入喂入罗拉(一对表面带沟槽的罗拉,下罗拉为金属罗拉,上罗拉为橡胶罗拉)。
- 罗拉握持原理:上下罗拉以恒定线速度(0.5-2m/min)反向转动,通过摩擦力紧密夹持原料,防止打滑并控制进料速度。
- 可调参数:罗拉间距可通过液压或手动装置调节,适应不同厚度的原料(如厚地毯废料需调大间距,薄无纺布边角料需调小间距)。
- 刺辊开松单元
- 喂入罗拉将原料输送至预开松刺辊(直径 200-300mm,表面密布三角刺钉,转速 800-1200r/min)。
- 撕扯原理:刺辊高速旋转时,刺钉刺入原料团块,利用离心力和撕扯力将大块原料分解为棉束(直径约 1-5mm 的纤维束)。
- 辅助部件:
- 给棉板:位于刺辊下方,与刺辊形成 0.5-2mm 的隔距,控制原料喂入深度,防止过度撕扯导致纤维断裂。
- 除尘刀:安装在刺辊后方,可刮落刺钉上缠绕的纤维,并初步剔除沙土、金属碎屑等重杂质。
- 多级罗拉梳理系统
- 预开松后的棉束进入精细开松区,依次通过多组梳针罗拉或锯齿滚筒(通常 2-4 组,转速逐级递增,从 1500r/min 至 3000r/min)。
- 梳理原理:
- 相邻罗拉以速差(后罗拉转速低于前罗拉)和相反转向运行,罗拉表面的梳针或锯齿形成交叉抓取,将棉束逐步分解为单纤维。
- 梳针 / 锯齿密度从预开松到精细开松逐渐增加(如预开松罗拉针密度 5 枚 /cm²,精细罗拉针密度 20 枚 /cm²),实现 “粗分→细分→精分” 的渐进式开松。
- 柔性处理技术:
- 高价值纤维(如水刺无纺布)采用弹性针布罗拉,针布材质为尼龙或聚氨酯,减少金属摩擦导致的纤维损伤。
- 部分机型配备气流辅助开松:在罗拉间隙引入高压气流(风速 10-15m/s),利用气流冲击力辅助纤维分离,尤其适合粘胶纤维等易缠绕原料。
机械除杂
- 尘格装置:在刺辊和罗拉下方设置栅栏状尘格(间隙 1-3mm),开松过程中掉落的沙土、碎布片、塑料膜等大颗粒杂质通过尘格落入集尘箱。
- 磁铁吸附:在尘格下方或出料口安装强磁装置,吸附原料中的金属碎屑(如缝纫线中的钢丝、钉书针等)。
负压吸尘系统
- 全封闭腔体连接离心风机,形成负压环境(风压 - 500 至 - 1000Pa),细小粉尘和短绒通过管道被吸入尘笼或过滤装置。
- 过滤精度:高效滤芯可捕获≥1μm 的粉尘,净化后的空气可循环使用或达标排放(粉尘浓度≤1mg/m³)。
- 纤维凝聚
- 开松后的单纤维在气流作用下输送至尘笼(表面多孔金属圆筒,内部通负压),纤维因气流吸附聚集在尘笼表面,形成均匀的纤维层。
- 成卷或打包:纤维层通过剥棉罗拉剥离后,可直接卷成棉卷(用于后续纺纱或无纺布生产),或通过螺旋输送器压入打包机,制成密度 300-500kg/m³ 的纤维包。
| 技术环节 | 传统开花机 | 智能型开花机(如济南鑫金龙 XL-2100) |
|---|
| 开松方式 | 单刺辊 + 单罗拉 | 双刺辊 + 三梳针罗拉 + 气流辅助 |
| 纤维损伤率 | 15%-20% | ≤8%(柔性针布 + 转速智能匹配) |
| 杂质去除率 | 85%-90% | ≥98%(AI 视觉检测 + 动态除杂阀) |
| 自动化控制 | 人工调节转速 | PLC + 伺服电机,实时监测纤维蓬松度并自动调整参数 |
- 高弹性纤维处理(如氨纶混纺无纺布):采用低转速 + 大隔距 + 气流开松组合,避免机械拉扯导致弹性损失。
- 混杂原料分选:部分机型集成光电传感器,识别原料中的异色纤维或不同材质(如 PP/PET 区分),通过气动阀自动分拣至不同出料口。
通过上述原理,无纺布开花机实现了从 “废旧团块” 到 “洁净单纤维” 的高效转化,为再生无纺布、汽车隔音棉、农业保温材料等领域提供了关键技术支撑。如需针对特定原料(如熔喷布、针刺无纺布)的工艺优化方案,可进一步提供原料特性参数。